山东威力重工生产的热锻液压机型号齐全,几百种热锻机型号供您选择,根据您加工的工件状态选择合适的机型。本公司生产的热锻液压机可以做成,四柱式结构或者框架式结构,多种结构形式可定制生产。热锻液压机是能够完成各种自由锻造工艺的锻造设备,是锻造行业使用较广泛的设备之一。目前有800T、1600T、2000T、2500T、3150T、4000T、5000T等系列规格的锻造液压机。
2000吨热锻液压机_快速模锻四柱压力机模锻的工件成型很快,要求油缸动作稳定,压力和行程控制精确,防止损坏模具。在金属再结晶温度以上进行的锻造工艺称为热锻。热煅又称热模锻,锻造时变形金属流动剧烈,锻件与模具接触时间较长。因此要求模具材料具有高的热稳定性、高温强度和硬度、冲击韧性、耐热疲劳性和耐磨性且便于加工。较轻工作负荷的热锻模可用低合金钢来制造。锻压设备主要用于金属成形,所以又称为金属成形机床。锻压设备是通过对金属施加压力使之成形的,基本特点是力大,故多为重型设备,其上多设有安全防护装置,以保障设备和人身安全。
该热锻加工方法包括如下步骤:
a)驱动机构驱动传动机构将热锻料传送至加热机构,传动变量通过感应机构传送至下料机构;
b)对热锻料进行加热;
c)加热后的热锻料传送至下料机构下料;
d)2000吨热锻液压机_快速模锻四柱压力机锻压成型操作;
e)卸料。本发明实现热锻过程中的无人操作和各工段的平稳过渡,保证各工段的性能稳定,实现自动化、加工效率高、成型件质量稳定。

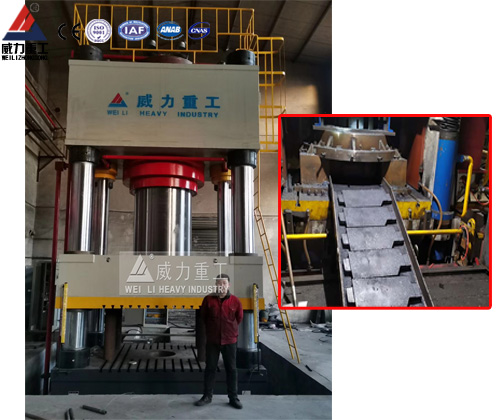
山东威力重工2000吨热锻液压机

热锻专用液压机
在汽车制造过程中,广泛地采用锻造的加工方法。随着科技的进步,对工件精度要求的不断提高,具有高效率、低成本、低能耗、高质量等优点的精密锻造技术得到越来越广泛的应用。依据金属塑性成形时的变形温度不同,精密冷锻成形可分为冷锻成形、温度成形、亚热锻成形、热精锻成形等,生产的汽车零部件包括:汽车离合器接合齿圈、汽车变速器的输入轴零件、轴承圈、汽车等速万向节滑套系列产品、汽车差速器齿轮、汽车前轴等。
优点:生产效率较高。模锻时,金属的变形在模膛内进行,故能较快获得所需形状;能锻造形状复杂的锻件,并可使金属流线分布更为合理,提高零件的使用寿命;模锻件的尺寸较精确,表面质量较好,加工余量较小;节省金属材料,减少切削加工工作量。在批量足够的条件下,能降低零件成本。
2000吨热锻液压机_快速模锻四柱压力机还适用于锻件的镦粗、拔长、冲孔、弯曲和切断工艺的适用。使用模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。加工范围广,更多关于热锻液压机技术问题,欢迎电话咨询:0632-5680515 18306370978(同微信)
2000吨液压机应用各种锻造工艺
2000吨热锻液压机_快速模锻四柱压力机结构组成特点:
1、机身
2000吨热锻液压机_快速模锻四柱压力机厂家威力重工设计机身框架式结构设计,主滑块采用可调斜锲式四角八面平面导轨导向,抗偏载能力强,具有导向精度高、精度保持性好等特点。由上横梁、滑块、工作台、主缸、液压动力系统及电器系统等部件组成。上横梁、滑块和工作台采用优质钢板焊接而成,焊后经高频振动消除焊接应力。
2、行程限位装置
行程限位装置由导向板和行程开关组成。分别分为上限位开关,下限电开关,快转慢开关,共3个为一组。调节不同的开关位置,即可改变活动横梁在上、下端的停止位置。调好后,应将锁紧螺母锁紧。在定压成型中,下开关只能做下端极限位置的控制(起保护作用),不能作压制行程的控制;在定程成型中,行程开关起到超压保护作用。下缸有下缸上限位开关,下缸下限位开关组成。保证下缸到达设定位置停止。
3、油缸
油缸缸体,锻打内孔磨加工成型。活塞杆材质45#锻件。
4、液压系统
液压系统由液压传动和控制系统。主要由油箱、油泵、插装阀、冷却、过滤等组成。通过电气系统控制电磁换向阀实现压力机的各种动作。
(1)、油箱
油箱为钢板焊接件。表面及内部经过严格除渣,酸洗处理。油箱起边高出盖板,防治油液露出。
(2)、插装阀
采用BCV系列插装阀总成,结构简单紧凑,响应快内泄小,流量大,抗污染,维护方便使用寿命长。
(3)、压力表
本机使用抗震油压表,显示精度高,不易损坏。电接点压力表时刻检测主缸上腔压力,到达设定压力停止压制,实现定压返程。
(4)、压力安全
插装阀自身带有压力调整系统,压力超过设定值溢流回油。使系统始终保持在设定压力以内,达到超压保护。
5、油缸液压站部分;
(1)液压控制系统地面放置于机身右侧
(2)液压站油泵入口装吸油过滤器、油箱注油口装空气滤清器。
(3)液压控制系统液压元件集中布置。
(4)油路管路采用专用液压软胶管隔震。
(5)动力装置(油泵电机组)提供压机工作的主压力和工作速度。
(6)方向阀及压力阀等:著名品牌。
(7)主油缸及推进缸采用活塞式油缸。
6. 液压电气系统部分
(1)有独立的控制柜,电器柜上装触摸屏,用来对各种参数的设定。
(2)设有集中操作控制台,控制台面板上布有工作状态指示灯、显示仪表和必要的操作按钮及选择开关。设急停、半自动、手动、双手按钮五个按钮以方便操作。其中半自动、手动采用钥匙控制选择方式。
(3)电气控制采用PLC控制系统。
(4)电气系统稳定工作条件:电源:220V/380V±10%;环境温度:-5℃ —45℃,相对湿度:50—90%,控制电源220V。
(5)电气元件:PLC或同等档次及以上品牌;其他电器件著名品牌。
知识扩展:
什么是锻压?
2000吨热锻液压机_快速模锻四柱压力机锻压工艺是锻造和冲压的合称,是利用锻压机械的锤头、砧块、冲头或通过模具对坯料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法。锻造按坯料在加工时的温度可分为 冷锻和热锻。冷锻一般是在室温下加工,热锻是在高于坯料金属的再结晶温度上加工。有时还将处于加热状态,但温度不超过再结晶温度时进行的锻造称为温锻。不过这种划分在生产中并不完全统一。
冷锻:对于室温状态的金属材料进行压力加工的锻造工艺。
热锻:金属材料被加热到再结晶温度以上,固相线以下的状态时进行压力加工的锻造工艺。
再结晶温度:粗略的计算可取该金属的熔点之0.4倍为再结晶温度。
对锻造产品,以冷锻工艺能获得较好的平整度,热锻的工艺平整度最差,而温锻(金属材料的温度处于冷锻与热锻之间)的平整度为中等。冷锻又叫做冷体积成形,是一种制造工艺也是一种加工方法。与冷冲压加工工艺基本一样。冷锻工艺也是有材料、模具、设备三要素构成。只是冲压加工中的材料主要是板材,而冷锻加工中的材料主要为圆盘或线材。
一、2000吨热锻液压机_快速模锻四柱压力机锻造的定义和分类
1. 锻造的定义
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。 通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
2. 锻造的分类
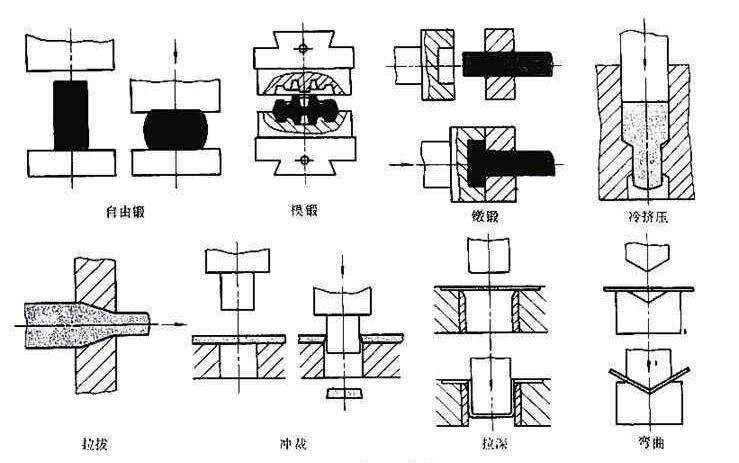
按照生产工具不同,可以将锻造技术分成自由锻造,模块锻造,碾环和特种锻造。
自由锻:指用简单的通用性工具,或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。
模锻:指金属坯料在具有一定形状的锻模膛内受压变形而获得锻件。模锻可分为热模锻、温锻和冷锻。温锻和冷锻是模锻的未来发展方向,也代表了锻造技术水平的高低。
碾环:指通过专用设备碾环机生产不同直径的环形零件,也用来生产汽车轮毂、火车车轮等轮形零件。
特种锻造:包括辊锻、楔横轧、径向锻造、液态模锻等锻造方式,这些方式都比较适用于生产某些特殊形状的零件。例如,辊锻可以作为有效的预成形工艺,大幅降低后续的成形压力;楔横轧可以生产钢球、传动轴等零件;径向锻造则可以生产大型的炮筒、台阶轴等锻件。
按照锻造温度,可以将锻造技术分为热锻、温锻和冷锻。
钢的开始再结晶温度约727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻,在室温下进行锻造的称为冷锻。用于大多数行业的锻件都是热锻,温锻和冷锻主要用于汽车、通用机械等零件的锻造,温锻和冷锻可以有效的节材。
根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。
3. 锻造用料
锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金,铁基高温合金,镍基高温合金,钴基高温合金的变形合金也采用锻造或轧制方式完成,只是这些合金由于其塑性区相对较窄,所以锻造难度会相对较大,不同材料的加热温度,开锻温度与终锻温度都有严格的要求。
材料的原始状态有棒料、铸锭、金属粉末和液态金属。金属在变形前的横断面积与变形后的横断面积之比称为锻造比。
正确地选择锻造比、合理的加热温度及保温时间、合理的始锻温度和终锻温度、合理的变形量及变形速度对提高产品质量、降低成本有很大关系。








 威力官方微信
威力官方微信